- ���P���]
plc����Փ��-----����PLC�ęCе�ֿ����OӋ
����PLC�ęCе�ֿ����OӋ
�����S��������a�����M�����˂�������ӿ죬�˂������aЧ��Ҳ���������Ҫ��������Ӽ��g��Ӌ��ܛ��Ӳ�����g��Ѹ�Ͱlչ�ͬF��������Փ�IJ������ƣ� ʹ�Cе�ּ��g���ٰlչ�����К�әCе��ϵ�y��������|��Դ�����Լ�����Ⱦ�h�����M���r��������S�����ϵ�y��ȫ�ɿ������c���ѝB�����I�I��ĸ����� �T���ڹ��I�lչ��ռ����Ҫ��λ�������v���Ě�әCе���К�ؙCе�֡�XY�S�z�ܽM���D�P�C�������D�����șCе���ֽM�ɡ���Ҫ��������əCе�����İ��\�� �����ܷ����ڸ��N��ͬ�����a����������ˮ���У�ʹ������\��؛���\ݔ����ݡ�������
����һ ���S�Ӻ��יCе�ֵĽY���������^��
�����Cе�ֽY�����D1��ʾ���К�ؙCе�֣�1����XY�S�z�ܽM��2�����D�P�C����3�������D������4���ȽM�ɡ�
����
�����D1 �Cе�ֽY���D
�������\�ӿ��Ʒ�ʽ�飺��1�����ŷ�늙C�ӿ����D�ǶȞ�360�Ě�ؙCе�֣��й�늂������_����ʼ0�c������2���ɲ��M늙C�ӽz�ܽM��ʹ�Cе����X�� Y�S�Ƅӣ���x��y�S��λ�_�P������3���ɻ���360���D�P�C�����әCе�ּ��z�ܽM�������D����늚��τӲ�����ֱ��늄әC����늾��a�����ӽ��_�P�ȽM �ɣ�����4�� ���D������Ҫ֧������3���֣���5����ؙCе�ֵď����ɚ≺���ƣ����r�Cе��ץ�o���Ś�r�Cе�����_����
�����乤���^�̞飺��؛�ﵽ�_�r���Cе��ϵ�y�_ʼ���������M늙C�����_ʼ�����\�ӣ�ͬ�r��һ·���M늙C���ƙM�S�_ʼ��ǰ�\�ӣ��ŷ�늙C�әCе�����D���_����ץȡ؛��ķ�λ̎��Ȼ���⣬�Cе�֊Aס؛�
�������M늙C�ӿv�S��������һ�����M늙C�әM�S�_ʼ��ǰ�ߣ��D�Pֱ��늙C�D��ʹ�Cе�����w�\�ӣ��D��؛�����̎�����M늙C�ٴ��ӿv�S�½������_ָ��λ�ú��y�Ś⣬�Cе�����_؛�ϵ�y��λ�ʂ���һ�΄�����
������ ���������x��
�������_�����_���Ƶ�Ŀ�ģ������Ј���r�������N�P�I�����x�����£�
����1. ���M늙C��������
�����Cе�ֿv�S��Y�S���͙M�S��X�S���x�õ��DZ�����ͨ늙C���g����˾��42BYG250C�̓�����ʽ���M늙C������Ǟ�0.9/1.8����� 1.5A��M1�ǙM�S늙C�����әCе�֙C���졢�s��M2�ǿv�S늙C�����әCе�֙C���������½������x�õIJ��M늙C������SH-20403�ͣ�ԓ������ ��10��40Vֱ����늣�H���p�O��������ӣ����3A��8�Nݔ��������x�����64���ֵ�7�N����ģʽ���x��ݔ����̖��늸��x���˜ʆ��}�_�ӿڣ���Ó �C���ֹ��ܣ������]ʽ�C�����m�������ӵĹ��r�h�����ṩ���ܵ��ԄӰ������ʽ�������Ȳ����_�P�Դ�OӋ�����C���������m���^����늉��������Ñ��ɸ��� ������r��10��40VDC֮�g�x��һ����f�^�ߵ��~���Դ늉����������늙C�ĸ������أ����s���Ӵ������ēp�ĺ͜��������������ݔ�����ֵ�� 3A/�ࣨ��ֵ����ͨ�^�����������λ�ܴa�_�P�ĵ�5��6��7��λ�ɽM�ϳ�8�N��B������8�Nݔ��������� 0.9A��3A����ϲ�ͬ��늙Cʹ�á����������ṩ���������ư벽��4���֡�8���֡�16���֡�32���ֺ�64����7�N�\��ģʽ�����������������λ �ܴa�_�P�ĵ�1��2��3��λ�ɽM�ϳ���ͬ�Ġ�B��
����2. �ŷ�늙C��������
�����Cе�ֵ����D�������������ŷ�늙CAϵ��С�T��MSMA5AZA1G�����~��ݔ��50W��100/200V���ã����D���a��Ҏ�������ʽ���}�_�� 2500p/r���ֱ���10000p/r��������11���������ͷ⣬�o�Ƅ������S�����I���B�ӡ�ԓ늙C�������¹�˾�����㷨��ʹ�ٶ��l��푑����2�����_ ��500Hz ����λ���{�����r�g�s�̞����������ŷ�늙C�aƷVϵ�е�1/4�����й������ƹ��ܡ����ƹ��ܡ�ȫ�]�h���ƹ��ܣ��ɏ��a�Cе�Ą��Բ��㣬�Ķ����F���ٶ�λ�� Ҳ��ͨ�^��Ӹ߾��ȵĹ�ųߣ�����ȫ�]�h���ƣ��Mһ�����ϵ�y���ȡ����г�Ҏ�Ԅ������{���͌��r�Ԅ������{���ɷN�Ԅ������{����ʽ��߀����RS-485�� RS-232C ͨ�ſڣ�ʹ��λ��������ͬ�r���ƶ��_16���S���ŷ�늙C������Aϵ��MSDA5A3A1A���m����С�T��늄әC��
����3. ֱ��늙C
�����ɻ���360���D�P�C����ֱ���oˢ늙C���ӣ�ϵ�y�x�õ��DZ����͕r����˾���a��57BL1010H1�oˢֱ��늙C�����{�ٷ��������������ش��\��ƽ ������������Ч�ʸߡ��oˢֱ��늙C����ʹ�ñ����͕r����˾���a��BL-0408�����������24��48Vֱ����늣�����ͣ���D����ơ��^�����^������ �D���o�����й��ψ�ݔ�����ⲿģ�M���{�١��Ƅӿ���ͣ�C�����c��
����4. ���D���a��
�����ڿɻ���360���D�P�C���ϣ����b��OMRON��˾���a��E6A2���������D���a�������a������̖���oPLC�����F�D�P�C���ľ��_��λ��
����5. PLC���x��
��������ϵ�y���OӋҪ���x��OMRON��˾���a��CPM2AС�͙C��CPM2A��һ��С�ɵĆ�Ԫ�ȾC���и��N���ܣ�����ͬ���}�_���ơ��Д�ݔ�롢�}�_ݔ ����ģ�M���O���͕r犹��ܵȡ�CPM2A��CPU��Ԫ����һ��������Ԫ����̎��V���ęCе���Ƒ��Æ��}�������������O����������b���Ɔ�Ԫ������aƷ���� ����ͨ�Ź��ܱ��C���c����Ӌ��C������OMRON PC��OMRON�ɾ��̽K�˵�ͨ�š��@Щͨ������ʹ���S�Ӻ��יCе���ܷ�����ںϵ����I����ϵ�y�С�
������ ܛ������
����1. ܛ�����̈D
�������̈D��PLC�����OӋ�Ļ��A��ֻ���OӋ�����̈D���ſ����������ݵؾ��������ΈD�������Z�������K��ɳ�����OӋ�����Ԍ������̈D�dz��P�IҲ�dz����OӋ����Ҫ�����΄ա��������S�Ӻ��יCе�ֵĿ���Ҫ���L�����̈D��D2��ʾ��
����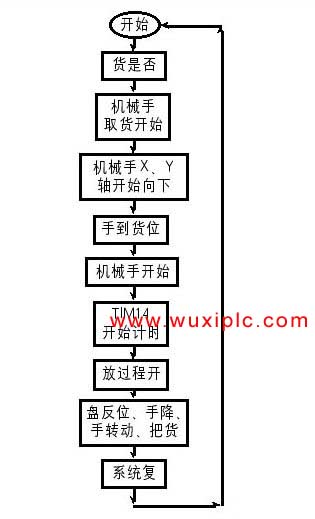
�����D2 ܛ�����̈D
����2. ����
��������Փ��ƪ�����ޣ��@��ֻ�г����_ʼ�ɶγ����x�߅�醣�Ҋ�D3��
����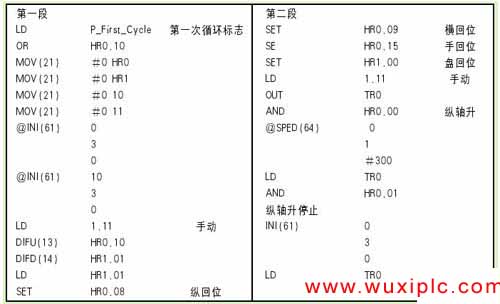
�����D3 �����б�
������ �Y���Z
�������S�Ӻ��יCе�ֵĸ��������͠�B����PLC���ƣ����H�ܝM��Cе�ֵ��քӡ����Ԅӡ��ԄӵȲ�����ʽ����Ĵ�����Ť���_�P��λ�Ùz�y�c��Ҫ����ͨ�^�ӿ�Ԫ�����cӋ��C�M��
����PLC���I����W�����F�W�jͨ���c�W�j���ơ�ʹ���S�Ӻ��יCе���ܷ����Ƕ�뵽���I���a��ˮ���С�

����һƪՓ�ģ�
����ժҪ����B�ɾ��̿������ڹ��I�����I��đ����Լ�PLC�ڑ����^���У�Ҫ���C�����\�Б�ԓע���һϵ�г�Ҋ���}�����o��һЩ�����Ľ��h����Q������
���������P�I�~��PLC�����I���ơ����ɔ_���������ӵء����h
��������
��������һ������
��������
����������������ɾ��̿�����(���º��QPLC)����a�����F�ڣ����F�˽Ӿ�߉���惦߉���w�S���书�������������F��߉���Ƶ����ֿ��Ƶ��M�����䑪���I���С�����F�ˆ��w�O�了�ο��Ƶ������\�ӿ��ơ��^�̿��Ƽ���ɢ���Ƶȸ��N�΄յĿ�Խ�������PLC��̎��ģ�M���������\�㡢�˙C�ӿں;W�j�ĸ������������Ѵ����ߣ��ɞ鹤�I�����I������������O�䣬�ڸ��и��I�l�]��Խ��Խ������á�
��������
������������PLC���I��
��������
��������Ŀǰ��PLC�ڇ������яV����������F��ʯ�͡���������������ġ��Cе���졢��܇���p������ͨ�\ݔ���h�����Ļ��ʘ��ȸ����ИI��ʹ����r��Ҫ�֞������
��������1.�_�P��߉���ƣ�2.���I�^�̿��ƣ�3.�\�ӿ��ƣ�4.����̎����5.ͨ�ż��W��
��������
������������PLC�����c
��������
��������1.�ɿ��Ըߣ����ɔ_��������2.�����Rȫ���������ƣ��m���ԏ���3.�W���ã����ܹ��̼��g�ˆT�gӭ��4.ϵ�y���OӋ��������С���S�o���㣬�����졣
��������(1)���b�c�����������������ƾ��Լ�PLC���Դ����I��O�����քe�侀�����x׃�����cPLC��I��O֮�g�������p�z���B�ӡ�
��������PLC���h�x���ɔ_Դ��늺��C�����ʹ������b�úʹ��̈́����O�䣬�����c�߉�������b��ͬһ���_�P��ȡ�PLC��ݔ���cݔ����÷��_�߾����_�P���cģ�M��ҲҪ���_���O������ݔ������ֱ��ݔ������Ҫ��ͬһ����|��ݔ�������M���h�x�߉����̈́����������Ⲣ�С�
��������(2)I��O�˵ĽӾ���ݔ��Ӿ���ݔ��Ӿ�һ�㲻Ҫ̫�L��ݔ�룯ݔ����������ͬһ����|��ݔ�룯ݔ����Ҫ���_���M���ܲ��ó��_�|�c��ʽ�B�ӵ�ݔ��ˣ�ʹ���Ƶ����ΈD�c�^���ԭ��Dһ�£�������x��
��������ݔ���B�ӣ�ݔ���˽Ӿ��֞骚��ݔ������ݔ�����ڲ�ͬ�M�У��ɲ��ò�ͬ��ͺ�늉��ȼ���ݔ��늉�������ͬһ�M�е�ݔ��ֻ����ͬһ��͡�ͬһ늉��ȼ����Դ��
������������PLC��ݔ��Ԫ�������b��ӡ���·���ϣ������B�������Ӱ壬���B��ݔ��Ԫ����ؓ�d��·��������ӡ���·�塣
��������ʹ��늸���ؓ�d�r�������x��Ӹ��x�^�����
��������PLC��ݔ��ؓ�d���ܮa���ɔ_�����Ҫ��ȡ��ʩ���Կ����ġ�PLC��������Ҫע��Ć��}
��������
��������PLC��һ�N���ڹ��I���a�Ԅӻ����Ƶ��O�䣬һ�㲻��Ҫ��ȡʲô��ʩ�Ϳ���ֱ���ڹ��I�h����ʹ�á�Ȼ���������a�h���^�ڐ��ӣ�늴Ÿɔ_�e���ң����bʹ�ò������Ϳ�����ɳ����e�`���\���e�`�������ʹ���Б�ע�������}��
��������
��������1.�����h��
��������(1)�ضȡ�PLCҪ��h���ض���0��55�棬���b�r���ܷ��ڰl�������Ԫ�����棬����ͨ�Lɢ��Ŀ��g������
��������(2)��ȡ����˱��CPLC�Ľ^�����ܣ��՚��������ȑ�С��85��(�o��¶)��
��������(3)���ӡ���ʹPLC�h�x���ҵ�����Դ����ֹ����l�ʞ�10��55Hz���l�����B�m��ӡ���ʹ�íh�����ɱ������ӕr����횲�ȡ�p���ʩ������Üp���z�ȡ�
��������(4)�՚⡣�����и��g����ȼ�Ě��w�������Ȼ��䡢��ȡ����ڿ՚������^��ۉm���g�Ԛ��w�ĭh�����Ɍ�PLC���b�ڷ��]���^�õĿ����һ���ƹ��С�
��������(5)�Դ��PLC�����Դ�������ĸɔ_����һ���ĵ����������ڿɿ���Ҫ��ܸ��Դ�ɔ_�e���صĭh���У������bһ�_�����Όӵĸ��x׃�������Ԝp���O���c��֮�g�ĸɔ_��
��������
��������2.����ϵ�y�иɔ_�����Դ
���������F��늴Ÿɔ_��PLC����ϵ�y���ҊҲ������Ӱ�ϵ�y�ɿ��Ե�����֮һ�����^�Θ����α����ҳ����}���ڣ����������Q���}���k������˱��֪���F���ɔ_��Դ�^��
��������(1)�ɔ_Դ��һ����ͨ��늴Ÿɔ_���ɔ_ģʽ��ͬ���֞鹲ģ�ɔ_�Ͳ�ģ�ɔ_��
��������(2)PLCϵ�y�иɔ_����Ҫ��Դ��;��
����������늸ɔ_��PLCϵ�y����������Դ����늾W��늡�����늾W���w�����V�������ܵ����п��g늴Ÿɔ_���ھ�·�ϸБ�늉���
����������ȸɔ_�����ƹ�ȵĸ߉���������늸���ؓ�d����y�IJ���������PLC���һ���̶ȵĸɔ_��
�����������Խӵ�ϵ�y��y�r�ĸɔ_���ӵ����������O��늴ż�����(EMC)����Ч�ֶ�֮һ�����_�Ľӵأ���������늴Ÿɔ_��Ӱ푣����������O������l���ɔ_��
������������PLCϵ�y�Ȳ��ĸɔ_����Ҫ��ϵ�y�Ȳ�Ԫ�������·�g���늴�ݗ��a������߉�·�ݗ�估�䌦ģ�M�·��Ӱ푣�ģ�M���c߉�ص��Ӱ푼�Ԫ�����g�����ƥ��ʹ�õȡ�
��������׃�l���ɔ_��һ��׃�l�����Ӽ��\���^���Юa���C����늾W�a�������ɔ_������늾W늉���׃��Ӱ�늾W�Ĺ���|��������׃�l����ݔ�����a���^����늴�ݗ��ɔ_��Ӱ���߅�O�������������
��������
��������3.��Ҫ���ɔ_��ʩ
��������(1)�Դ�ĺ���̎��������늾W����ĸɔ_�������Դ�����늾W�ɔ_�����bһ�_�����Όӵ�׃�Ȟ�1:1�ĸ��x׃�������Ԝp���O���c��֮�g�ĸɔ_��߀�������Դݔ��˴���LC�V���·��
��������(2)���_�x��ӵ��c�����ƽӵ�ϵ�y�����õĽӵ��DZ��CPLC�ɿ���������Ҫ�l�������Ա���żȻ�l����늉��_��Σ�������⣬���Όӡ��ӵؾ��ʹ���п��ܘ����]�ϭh·����׃���ň��������£����ΌӃ��֕����F�Б������ͨ�^���Ό��cо��֮�g����ϣ��ɔ_��̖��·��
����������ȫ�ػ��Դ�ӵأ����Դ���ӵض˺��w�B���ӵ؞鰲ȫ�ӵء����Դ©늻���w��늣��ɏİ�ȫ�ӵ،�����£�����������ɂ�����
��������
���������塢�Y���Z
��������
���������S��PLC�����I��IJ����،�����θ�Ч�ɿ���ʹ��PLCҲ�ɞ���lչ����Ҫ���ء�21���o��PLC���и���İlչ���aƷ��Ʒ�N�����S����Ҏ����Rȫ��ͨ�^�������˙C���桢����ͨ���O������õ��m�����N���I���ƈ��ϵ�����PLC�����Ԅӻ����ƾW�j�͇��Hͨ�þW�j����Ҫ�M�ɲ��֣����ڹ��I�����I��l�]Խ��Խ�������
��plc����Փ��-----����PLC�ęCе�ֿ����OӋ�����P���£�
PLC�̌WՓ��08-24
PLCՓ��|PLC׃�l�{��ϵ�y�����о�08-13
��������PLC���F��ӡˢ�C�ľ��_����08-06
KDN-K3ϵ��PLC���ӹ��Cе���Ʒ���08-06
�����p�h���ƺ��؏Ϳ��Ƶ���׃���о�08-06
ʲô��PLC08-13